

观看我们的产品视频,就像打开了一扇通往【不锈钢无缝管】不锈钢板304品质有保障产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
以下是:【不锈钢无缝管】不锈钢板304品质有保障的图文介绍

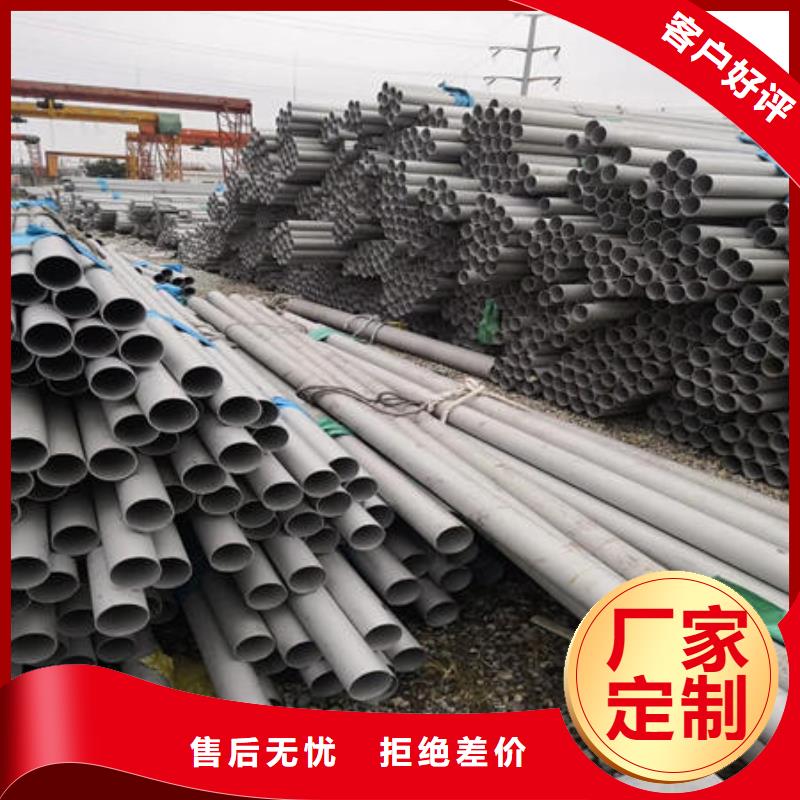
接轧制方法分热轧、热挤压和冷拔(轧)不锈钢管。按不锈钢金相组织不同分半铁素体半马氏体系不锈钢管、马氏体不锈钢管、奥氏体系不锈钢管、奥氏体-铁素铁系不锈钢管等。钢管通常长度(不定尺)热轧钢管1.5~10m,热挤压钢管等于和大于1m。冷拔(轧)钢管壁厚0.5~1.0mm者,1.0~7m;壁厚大于1.0mm者,1.5~8m。热轧(热挤压)钢管的直径54~480mm共45种;壁厚4.5~45mm共36种。冷拔(轧)钢管的直径6~200mm共65种;壁厚0.5~21mm共39种。
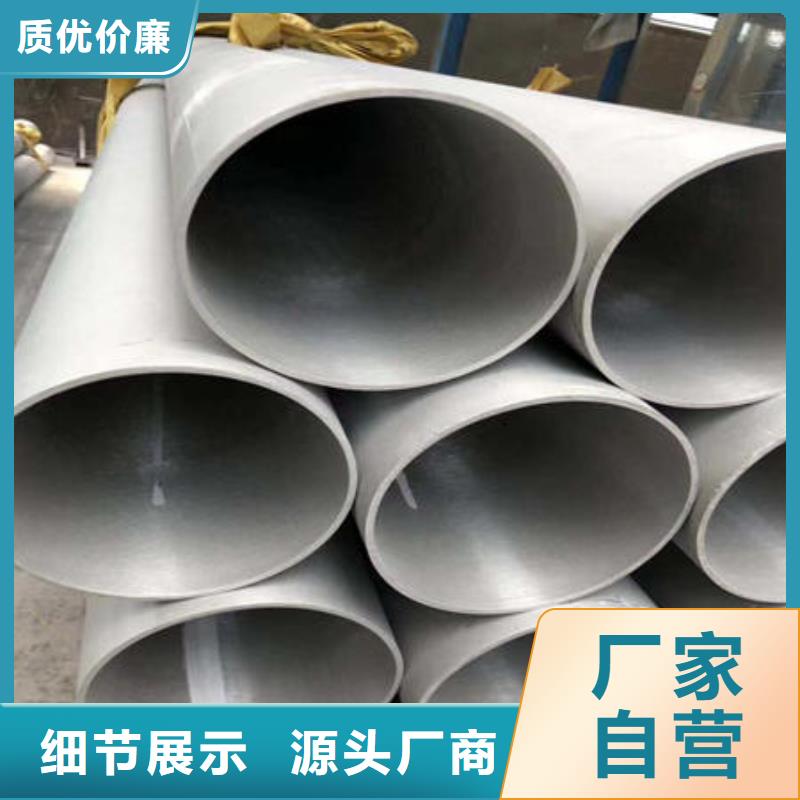
钢管内外表面不得有裂缝、折叠、龟裂、裂纹、轧折、离层和结疤缺陷存在,这些缺陷应完全掉(供机械加工用管除外),后不得使壁厚和外径超过负偏差。凡不超过允许负偏差的其他轻表面缺陷可不。直道允许深度。热轧、热挤压钢管、直径小于和等于140mm的不大于公称壁厚的5%, 深度不大于0.5mm;冷拔(轧)钢管不大于公称壁厚的4%, 深度不大于0.3mm。
钢管内外表面不得有裂缝、折叠、龟裂、裂纹、轧折、离层和结疤缺陷存在,这些缺陷应完全掉(供机械加工用管除外),后不得使壁厚和外径超过负偏差。凡不超过允许负偏差的其他轻表面缺陷可不。直道允许深度。热轧、热挤压钢管、直径小于和等于140mm的不大于公称壁厚的5%, 深度不大于0.5mm;冷拔(轧)钢管不大于公称壁厚的4%, 深度不大于0.3mm。


埋地敷设无缝钢管的防腐是保证和延长其使用寿命的关键程序,为了保证防腐绝缘层与管壁结合牢固,管道的除锈为关键。一般根据出厂时间、存放运输条件、气候潮湿程度,美标钢管表面的铁锈可分为浮锈、中锈和重锈。浮锈:一般出厂日期较短、非露天存放时,只在管子表面有少量薄锈,可采用钢丝刷、砂纸和棉纱等手工操作即露出金属光泽。中锈及重锈:出厂日期较长且露天存放或多次转运和运程较长时,管子表面出现氧化锈蚀,其锈斑较重,严重者出现氧化皮脱落。严重锈蚀的管道不适合用子输水系统,对中锈管材且批量较大时,可采用除锈机或机械喷砂等方法进行机械除锈,可提高劳动效率,减少对人和空气的污染。当要求防腐质量较高或管子内外壁均已锈蚀时,可采用化学除锈的方法,能有效地管内外表面的氧化物。不管采用哪种方法除锈,均应在除锈后立即做防腐层处理,避免再次受到空气的氧化和腐蚀。



关于 青海海东316不锈钢管运费承担: 本 青海海东316不锈钢管商品价格不含任何运费,都是 青海海东316不锈钢管出厂价格。因为发货方式不一样还有发货地点不一样,普通物流与快递运费价格是不一样的,到每个地方的运费也不同,所以万宇金属材料有限公司要根据买家的发货方式以及收货地点再来确定运费价格,以保证 终的交易价格。


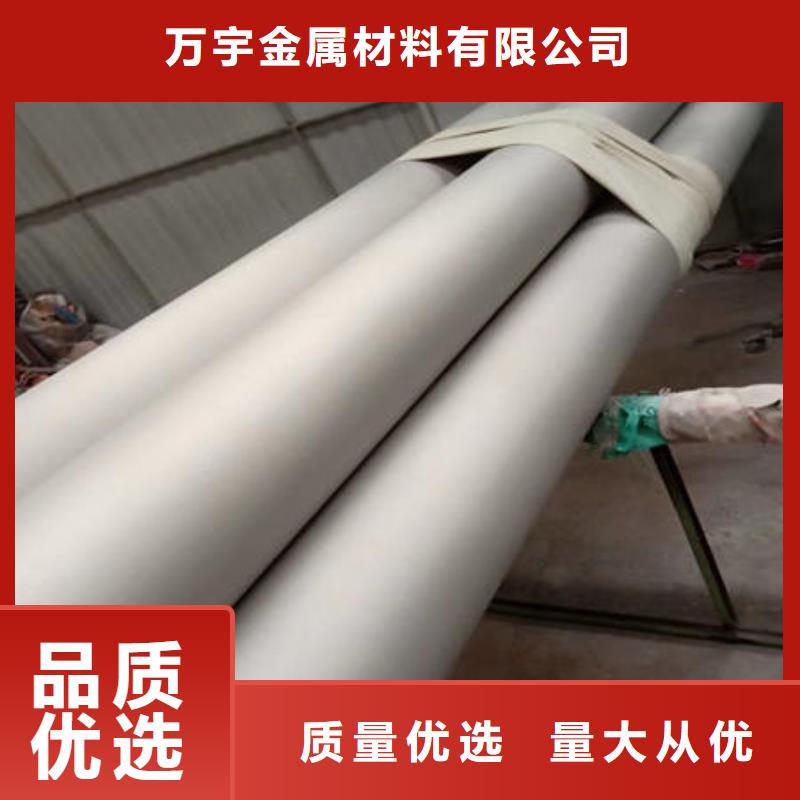
热轧无缝管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。 经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产热轧无缝钢管是较先进的方法。
若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行;挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。
若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行;挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。

